As usually, honorable ladies and gentlemen, Mr. Digger has the point in this case:
… it was an aircraft yet to reach it’s potential, when the war ended… Engine development was it’s biggest stumbling block, remembering this was cutting edge technology at the time, and it was this developmental problems with the Jumo engines which caused most of the delays.
Indeed, engine development was Me 262’s biggest faltering obstruct, but it has to be emphasized that this gas turbine jet power plant actually was a compromise between engineering desires and available materials and production facilities.
Outstanding evidence of technological compromises resulting from lack of strategic materials is situated in the fact that more than 7% of the engine intake-air was bled-off for cooling purposes. Despite this, however, most engines were found to have a service life of about only 10 hr., against a “design life” of 25 – 35 hr. Additional compromises are evident in the design, which shows that the production engineers were undoubtedly hampered by lack of both plant facilities and adequate skilled labor, but the main reason for a delay in Me 262 production was the diversion of critical materials into U-boat production and other projects late in the war, ant that verity forced Junkers to produce the 004 B engines with only 1/3 of the high grade steel that had been used in the very first 004A engines. It was a disastrous concession for the Me 262.
It has to be also emphasized that these failures were actually anticipated to some extent and the Me 262 was designed to permit really rapid engine changes.
Contrary to popular belief, the Jumo 004 was a fairly sound performer when first-rate steel alloys of excellent heat-resistant qualities were used just after the German capitulation, and it was proved by US post-war tests that simple application of different materials made possible to get average endurance of the turbines up to 150 hours service in actual flight tests, and up to 500 hours on the test stand.
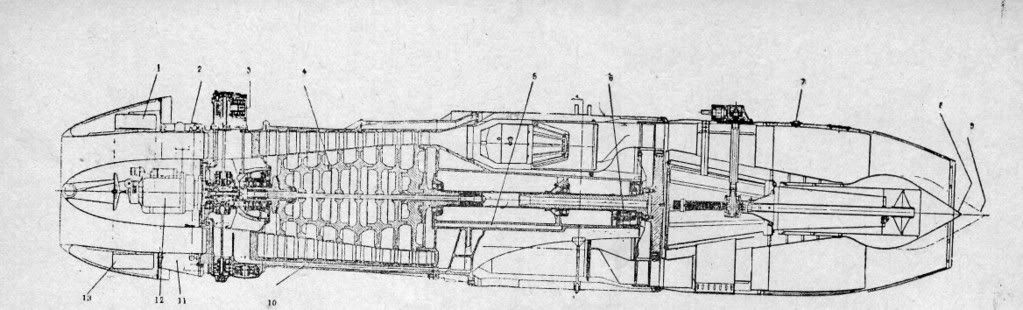
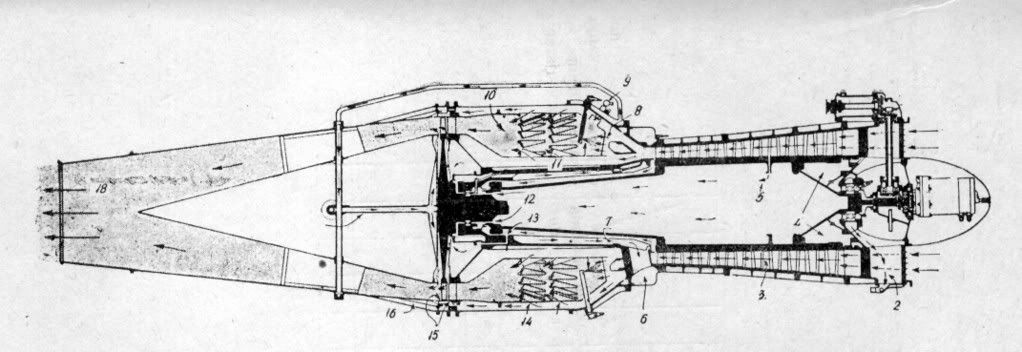
Junkers Jumo 004 B - Cross-Section
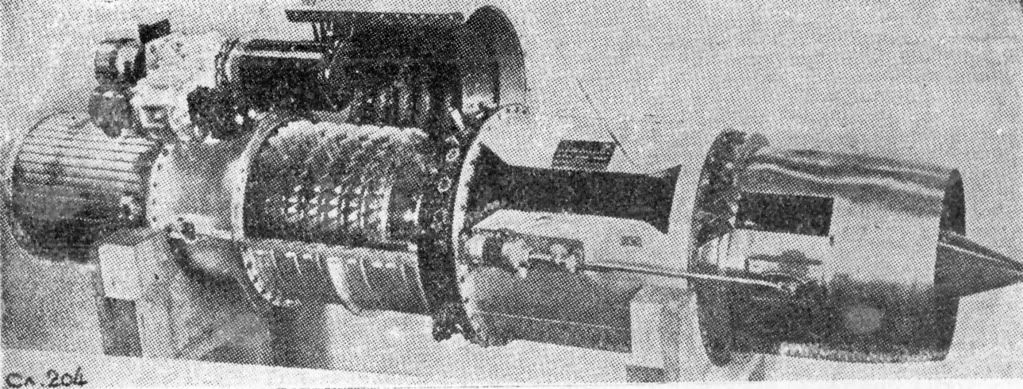
The Junkers Jumo 004 B was the first large-scale produced axial-flow aircraft gas turbine engine, developed by Dr. Ing. Anselm Franz from Junkers. Even though Dr. Franz was familiar with centrifugal compressors from his previous work on piston-engine superchargers, he opted for an axial compressor design because he was convinced that the low frontal engine area cross-section was of fundamental importance for a high-speed airplane aerodynamics and that aforesaid low-drag gains could be achieved with an axial design only. This also turned out to be a correct choice as the Gloster Meteor was delayed by problematic airframe integration issues caused by its large, centrifugal compressor equipped Derwent engines.
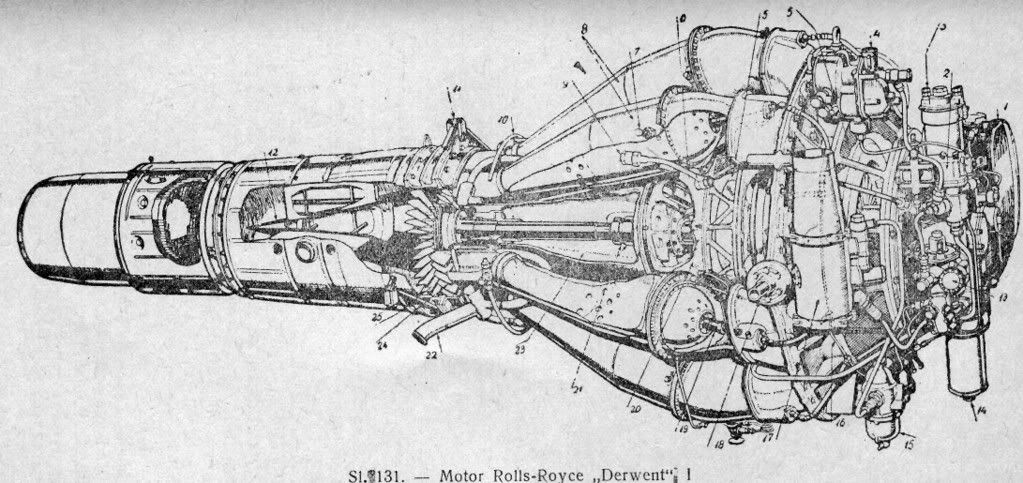
Rolls-Royce Derwent - Cross Section
The axial compressor concept was based on the steam-turbine experience achieved by AEG in Berlin and it didn’t use a vortex design that was characteristically used by British engineers in their own constructions.
In 1936, when the first work on turbojets began, a high-temperature Krupp-made steel alloy known as P-193 was available. This material, which contained nickel, chromium, and titanium, could be given good high-temperature strength by means of solution treating and precipitation hardening. Dr. Anselm Franz initially used an improved version of P-193 known as Tinidur – austinitic ‘stainless steel’ like steel alloy with 6% titanium, 18% nickel 12% chromium with the balance of steel.
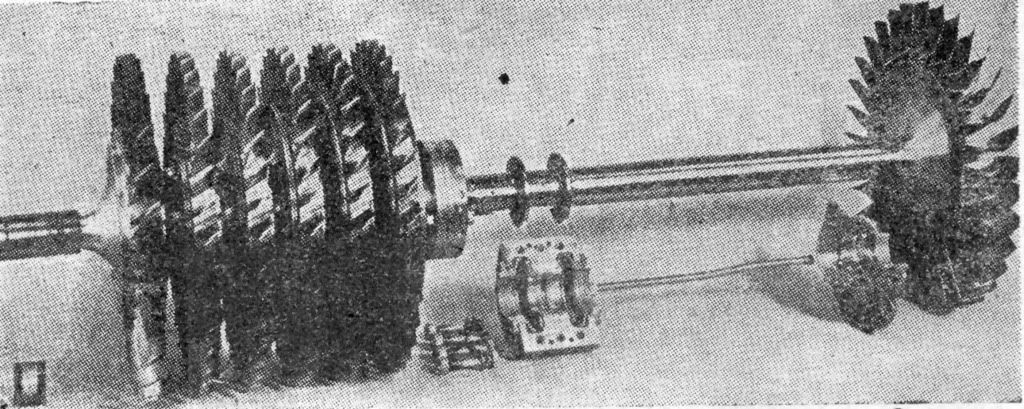
The first turbine blades of the Jumo 004 A version were solid ones. Early tests showed that even supposedly identical blades would have a large scatter life. By 1944, Junkers had solved the problem and obtained uniform quality of the blade by close control of manufacturing, especially of the critical forging process. Attempts to produce hollow blades by folding flat sheets of Tinidur and welding down the trailing edge resulted in failure, as Tinidur could not be welded. Eventually, a deep drawing process was used, in which the stock for the blade was a flat circular blank. Hollow blades could be manufactured faster than solid blades by this process.
However, constant lack of Nickel caused a forced and rapid abandonment of the previously used materials. Chromite ore, from which is derived chromium, an element essential for the manufacture of stainless steel was evaluated as one of the few raw materials that were essential for the German war industry and for which there were no fully adequate sources within German territory, was very scarce.
At the beginning of the war Germany had an estimated stockpile of about 250,000 tons of chromite, which had been accumulated by heavy purchases in Africa, Turkey, and the Balkans in the late 1930s. By 1941 the only European source within the German range available for new deliveries of ore was the Balkans, and the only accessible source outside occupied Europe was Turkey, with another one potentially reachable replacement – a mammoth Nikopol manganese ore district - located in Ukrainian part of the USSR. In mid-1944, however, Germany’s loss of all remaining chromite as well as manganese ore supplies was disastrous: the Soviets recaptured Nikopol and succeeded in denying an important source of manganese to the Germans. Subsequently, total German steel production declined from the 35 million tons in 1943 to 2 millions tons per quarter by the end of 1944, and Germany was forced to abandon the production of high alloy-steels. The output of engineering steels declined by two-thirds, and the special steel available for military ordnance declined from nearly 2.5 million tons to less than 900,000 tons. The manufacture of airplanes, tanks, motor vehicles, tank shells, U-boats, and almost the entire gamut of artillery has suffered, but German engineers were still very devoted and skillful, and they successfully developed some even today very intriguing and highly original, even today applicable Ersatz (substitute) solutions.
Previously mentioned forced abandonment of Tinidur alloy, with 30-percent nickel content, strained Krupp toward development of the alloy called Cromadur, which was actually better than their earlier attempt, as Cromadur proved easy to weld. The process of folding the blade flat and welding it turned out to be superior to deep drawing, so the Cromadur blades proved more reliable than the Tinidur blading despite Cromadur’s lower creep strength!
However, intensive air cooling was essential, and it was used throughout the engine. A later version of the 004B engine had hollow, air-cooled stator vanes, because these parts were the most critical ones. Compressor discharge-air was used to cool the blades. With hollow blades made out of Cromadur-alloy sheet metal, the complete 004B engine contained less than 2.3 kg of chromium. Due to these improvements the first production model of the 004B weighed 45.5 kg less than the 004A! Additional modifications were made to the first compressor stages too. A series of 100-hour tests were completed on several engines, and time between overhaul of 50 hours was achieved.
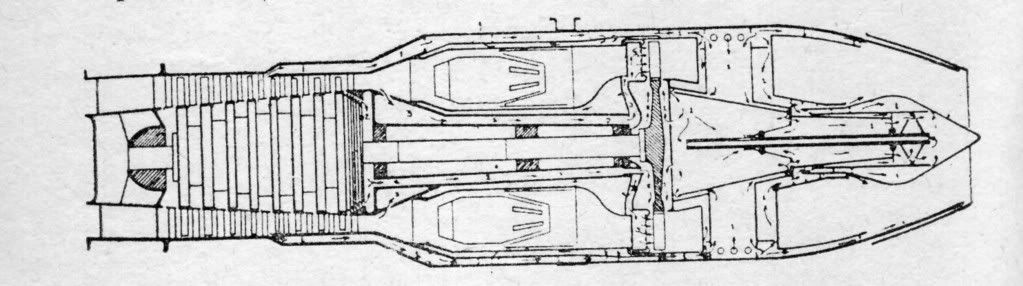
Junkers Jumo 004 – Compressed Air Cooling
Cooling airflow was derived from between the fourth and fifth compressor stages, and led to the double skin around the combustion-chamber assembly. Most air passed down one exhaust cone strut to circulate inside the cone and through small holes to cool the downstream face of the turbine disk. Air was also taken in through three tunnels in two of the casting ribs and into the space between the two plate diaphragms in front of the turbine disk. Most of this air passed through the hollow turbine nozzle guide vanes, emerging through slits in the trailing edges.
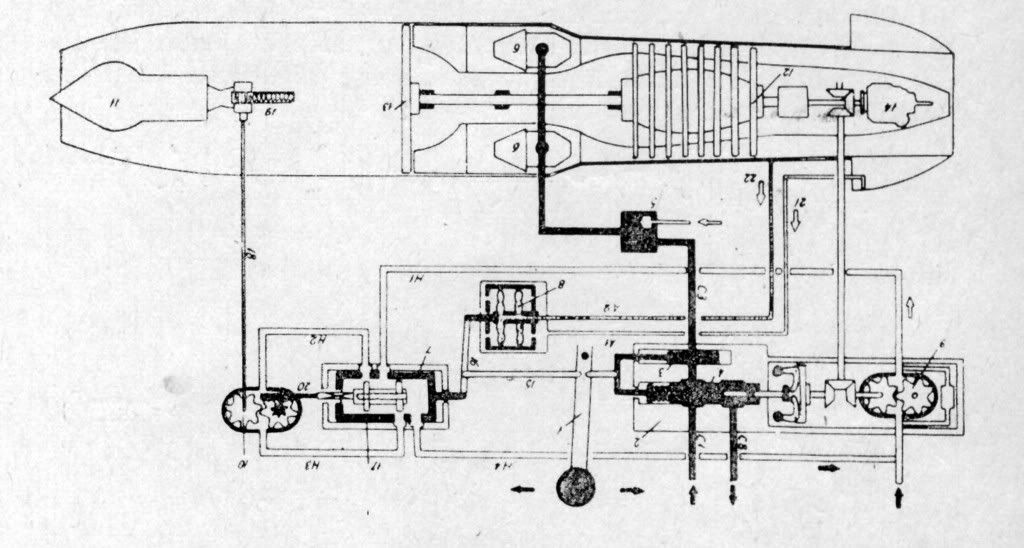
Junkers Jumo 004 – Motor Management Schematics
Forced end of the part I… To be continued.